1、为了能够及时准确给客户报价,3D打印的请把3D文档保存或者输出
.stl格式文件,如果是需要CNC加工就直接提交.stp格式,钣金加工需要.stp和.dwg二维图。 2、只有二维文档和图片是报不了准确的价格和打印时间。 |
|
|
| 深圳市茂登科技发展有限公司成立于2012年12月,本公司采用先进的3D打印机、3D扫描仪、精密CNC数控机床和先进的3D打印技术,专业从事3D打印手板、3D打印手办、CNC加工手板、金属3D打印,钣金加工,3D扫描抄数、3D建模设计画图服务,加工最高精度达到0.01mm,并提供几十上百种不同性能材料和加工工艺供用户选择,广泛应用于各行各业各类手板模型、个性化按需定制、小批量产品复模、快速制造加工服务公司。 |
3D打印手板是任何3D模型设计师的通用解决方案
|
相较于传统CNC加工,3D打印手板更节省时间和金钱:
● 3D打印手板模型的时间和成本只有传统加工方法的20%-35%
● 3D打印手板不需要加工机床和模具,精准、快捷,不受模型结构限制,可以制造任何细小、任何复杂几何结构的手板模型。
● 3D打印手板能及早检测发现设计和制造中的错误,在纸上和计算机上,这是不可能发现的。 |
| 3D打印手板模型是突破传统的去除(车、洗、刨、磨、钳)方法和受迫(锻压、铸造粉末冶金)方法,它涉及CAD、CAM技术、数据处理技术、材料技术、CNC技术、测试传感技术和计算机软件技术等各种高科技的综合应用的制模技术。它不需要加工机床和模具。3D打印手板模型和样件能够更精准、更及时为工业设计师、手板模型设计师和产品开发团队提供更加形象、直观、准确表达设计思想和产品功能,能够从一开始就能尽早发现问题并与之解决,避免没必要的返工,从而缩短产品设计周期,更快反应市场,降低企业开发成本,从而增强企业的核心竞争力。 |
CNC数控加工技术,也是受欢迎的制造方法,CNC加工技术提供了极好的重复性,精度高和广泛的材料选择和光洁的表面,并在模型所有的三维度(X,Y,Z轴向)上具有更好的机械性能零件,但这通常会产生更高的生产成本,特别是体积小的零件加工成本更高。
CNC加工也有一些局限,在设计编程时必须考虑刀具接触和间隙、保持点和安装点,由于刀具几何结构无法加工直角,一些复杂几何图形,即使是定制夹具甚至5轴CNC系统,也是无法完成。CNC加工在制造工作流程中是人工密集劳力操作,所以在模型结构复杂性和制造工作流程都很大程度上增加了手板模型的制造成本。 |
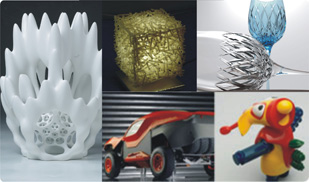
| 多种材料选择,多种精度要求,满足各种手板模型、玩具动漫公仔手办使用需求 |
|
3D打印手板技术参数
1、一次快速成型最大打印尺寸:914x610x914mm;
2、3D打印层厚:0.127mm~0.330mm;
3、可达到的精确度:
生产零件的精确度为 ± 0.127 mm(± 0.005 英寸)或 ± 0.0015 mm/mm(± 0.0015 英寸/英寸),以较高者为准。
4、后期加工:可以进行抛光、喷涂、电镀、钻孔;
|
|
 |
ABS PC 类POM热塑性材料性能和特点
ABS-M30是一种优越的机械性能的刚性热塑性工程材料,有着更佳的延展及抗压 性,弯曲强度,适用于生产高耐久性部件。
PC材料韧性好,防撞性高,耐高温,抗溶剂强及带光泽,相比于ABS 和其他热塑性塑料 ,PC同时还有出众的机械性能。
类POM、PP、HDPE具有高硬度、难燃、耐高温特性。
*不同型号材料有不同性能指标,具体咨询本公司技术部门。
|
3D打印手板技术参数
1、一次快速成型3D打印尺寸:800x800x600mm;340x340x200mm;
2、3D打印层厚:0.05mm~0.25mm;
3、可达到的精确度:成型精度:±0.1mm(L≤100mm) 或±0.1%×L(L>100mm)
4、后期加工:容易抛光、喷涂、电镀、钻孔、可拼接大型尺寸物件;
|
|
 |
光敏树脂系列材料性能和特点
白色、透明光敏树脂是一种很接近于ABS的工程塑料,表面细节光滑细腻。
Objet VeroGray FullCure850, VeroBlack FullCure870, VeroWhitePlus FullCure835是一种类似于ABS,不透明的白色、彩色外观和耐久性光敏树脂材料。 世界上唯一能够在一个单一的三维打印模型结合不同的成型材料添加剂层制造(软硬胶结合、透明与不透明材料结合)。
*不同型号材料有不同性能指标,具体咨询本公司技术部门。
|
|
超精细3D打印模型打印技术参数
1、最大成型打印尺寸:298x185x203mm;
2、打印层厚:0.016mm~0.029mm;
3、可达到的精确度:
典型精度:每25.4mm零件尺寸精度可达±0.025~0.05mm ,精度可能因建模参数、零件几何和尺寸、零件方向和后处理的不同而不同。
4、后期加工:可以对工件进行喷涂、电镀、钻孔、粘接;
|
|
 |
超精细3D打印材料性能和特点
是一种类似于ABS,半透明的白色、白色、黄色树脂材料。适合制造精确、高清的超精细细节的模型和原型。这些打印的零件可以供各类行业的概念证明、功能测试、制模用的母模型、直接精密铸造法使用。
*不同型号材料有不同性能指标,具体咨询本公司技术部门。 |
SLS 3D打印技术参数
1、一次成型打印尺寸:700x380x580mm;
2、3D打印层厚:0.06mm~0.18mm;
3、可达到的精确度:
± 0.15 mm(精确度与几何形状有关。根据产品大小,打印和后加工方式不同而变化。);
4、后期加工:可以进行高温染色、金属喷涂、钻孔;
|
|
 |
尼龙PA材料性能和特点
PA 2200高强度和刚度、
良好的耐化学性、
优异的长期不变的行为 ,高选择性和细节解析,优良的机械性能的材料经常被用来代替典型的注射成型的塑料。生物相容性允许其使用例如对于假体,高耐磨性使如实现可移动部分的连接。
PA3200 GF高刚度 、高机械耐磨性 、良好的热负荷能力、优良的表面质量 、
高的尺寸精度和细节分辨率、良好的加工性 、优异的长期不变型 。
尼龙材料表面相对来讲比较粗糙,但都能充分满足设计师所要表达样件功能验证效果。
|
1、最大成型打印尺寸:298x185x203mm;
2、3D打印层厚:0.016mm~0.029mm;
3、可达到的精确度:
典型精度:每25.4mm零件尺寸精度可达±0.025~0.05mm ,精度可能因建模参数、零件几何和尺寸、零件方向和后处理的不同而不同。
4、后期加工:直接脱蜡铸造
|
|
 |
脱蜡铸造3D打印材料性能和特点
喷蜡立体打印,表面光滑;蜡模生产系统,用于精密铸造,超越以前纯模型制作与展示功能 。 RealWax模型可用于标准熔模材料和铸造工艺的熔模铸造应用,是制作珠宝、服饰、医疗器械、机械部件、雕塑、复制品、收藏品进行石蜡模型失蜡铸造工艺。 |
1、最大成型打印尺寸:250x250x325mm;
2、3D打印层厚:0.02mm~0.04mm;
3、可达到的精确度:
典型精度:± 0.02-0.05 mm(精确度与几何形状有关。根据产品大小,打印方向,材料和后加工方式不同而变化。);
4、后期加工:高温退火,抛光,焊接等加工;
|
|
 |
金属3D打印材料性能和特点
钛合金Ti64:具有优良的机械性能和耐腐蚀性
阻力加上低比重和生物相容性。
模具钢MS1:具有非常良好的机械性能,并且很容易被热处理,使用一个简单的热时效硬化处理,以获得优异的硬度和强度。
不锈钢GP1:具有良好的耐腐蚀性和机械性能
铝镁合金Alsi10MG:非常适合需要良好的热性能的组合,低重量。
CoCrMo钴铬钼合金是一种耐高温、高强度、高耐腐蚀性、弹性好的金属材料,广泛应用于臂薄精细的零部件。
EOS cobaltchrome SP2 钴基金属陶瓷合金是一种瓷熔金属(PFM)牙科修复(冠,桥梁,等)金属材料。
|
1、最大成型打印尺寸:254x381x203mm;
2、3D打印层厚:0.1mm;
3、份辨率: 600x540dpi ,全彩39色
4、认证:CE,CSA
|
|
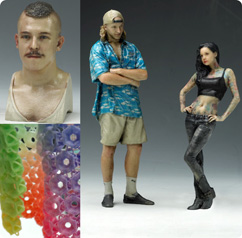 |
复合石膏材料性能和特点
提供丰富颜色选项目,从64种基本色到无限延伸的颜色组合,满足不同需求;表面相对来讲比较粗糙,但都能满足设计所要表达效果。非常适合制鞋、服装、手袋、建筑模型、玩具设计外观表现效果表达和3D照相馆人像和个性化定制。
文件打印格式:STL、VRML、PLY、3DS、ZPR
|
|
|
|